 Food processing seals play a dynamic role in the food processing industry since it makes sure the safety of the packed food and beverages. It also avoids the contamination and leakage of packaged food during storage and transport. There is an increasing demand for poultry, dairy, bakery, and confectionery products resulting in the increasing demand for Food Processing Seals. The increase in production of baked products, the rise in the demand for packaged items, increasing population, and rapid urbanization are some of the factors that are growing the demand for the Food Processing Seals.
What does Food Processing Seal mean? Food Processing Seal is a step in the packaging and processing of food items. The packed food is sealed to avoid contamination and leakage of the food. There are various environmental factors that can cause damage, decay, or contamination of packed food items during transport and storage. Food processing seals play a vital role in the food processing industry since it ensures the safety of the packed food and beverages. It prevents entry of oxygen thereby reduces the chance of growth of bacteria and fungi. Application of Food Processing Seals Food Processing Seals are commonly used in bakery & confectionery, dairy products, beverages, meat poultry & seafood, etc. Bakery & Confectionery: For packing bakery products like bread, buns, muffins, brownies, cookies, etc. and confectionary products like jellies, candies, fudge, etc. need to have such packaging and sealing that protects them from moisture and leakage. Beverages: The sealing process of beverages need to face high temperature and pressure. Any error in sealing may cause leakage and contamination of the products. Oils, acids, salts, and sugars all need to withstand chemical compatibility. To improve the shelf life of the products, proper sealing is a must. Dairy Products: For better preservation and handling of dairy items such as milk, yogurt, curd, etc., it is very important to have proper sealing of the packaged products. In most of the cases, induction heat sealing is used. Appropriate sealing of these dairy products protects them from leakage and improves the shelf-life. Meat, Poultry & Seafood: For safe and secure delivery of these items, effective packaging and sealing are important. Since these products are highly susceptible to microbial contamination, it is very important to keep in mind the type of material and process used for packaging and sealing of these items. The material used in Food Processing Seals The most commonly used materials in food processing seals include metals, face materials, and elastomers. Elastomers Elastomers are synthetic or natural polymers, they can reform themselves even after any deformation due to compression and tension. Elastomers are extensively used for sealing due to their wide range of chemical compatibility, temperature range, excellent aging characteristics, and highest replacement rate as compared to other materials. Face Materials Face Materials are made up of carbon-graphite that is impregnated with resins, metals, or ceramics to improve their physical and chemical properties. Metal impregnated carbon is highly strong and can bear mechanical pressure to a larger extent. They are also resistant to thermal shock and are a better option when used for sealing food items as it is highly efficient in preventing leakage. Metal Metals like gold, silver, aluminium, steel, and indium can be used in making the metals seals. For those products that need to have a long service life, high radiation loads, and low permeation rate, metals seals are used instead of elastomers or face materials. These types of seals require high contact pressure. Steel seals are used for cans, caps, and containers. It bears good formability and ductility. Advantages of Food Processing Seals
The bigger picture The Food Processing Seals Market has been witnessing swift growth due to the rapid expansion of poultry, dairy, bakery, and confectionery products manufacturing industries. The increasing population, urbanization, and busy lifestyle of the working people have resulted in the increasing number of customers who rely on packaged food, thereby the demand for Food Processing Seals is also continuously rising. The changing living standard of the people and increase in disposable income are another factors that are boosting the demand for Food Processing Seals in the market. There is also an increase in the investment for the development of new food & beverage processing seals in the food and beverage industry, and it is driving the market.
0 Comments
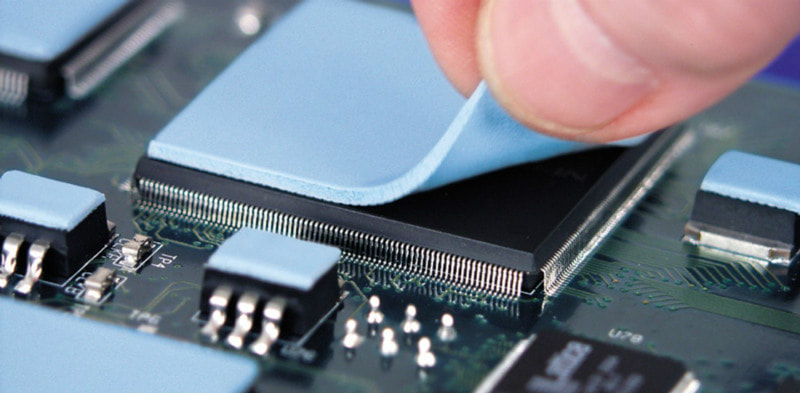 Here’s What You Need to Know about Thermal Interface Materials and why it is making a wave in the industries. As we are living in the 21st century, the world of digitalization, there is huge utilization of smartphones, tablets, desktops, and laptops. This tends to increase the manufacturing of such devices and all these electronic devices are installed with Thermal Interface Materials to protect them from the damaging effect of the heat produced by them. The growing automotive industry in developing is another factor that is driving more deployment of TIMs in the manufacturing sectors.
What are Thermal Interface Materials? Thermal Interface Materials are those that have high thermal conductivity. They dissipate the heat produced from a source to the sink and thereby acts as an interface medium. These Materials are used between two hard surfaces for the conduction of the heat generated. They are widely used in modern electronic devices such as CPU, hard disks, LED, graphic cards, microprocessors, chipsets, etc. As the management of heat dissipated from these devices is important for maintaining the longevity, reliability, and overall performance of the electronic devices. Owing to its improved heat transfer capabilities, they play a vital role in the electronic industries. Thermal Interface Materials are consists of There are different types of material available including thermal tapes, grease, and adhesives, elastomeric pads, phase change materials, etc. that are used as interface material. These products are selected on the basis of their mechanical factors, tensile strength, material compatibility, chemical resistance, and thermal conductivity.
Telecom Thermal Interface Materials are extensively used in telecom industries due to the increasing penetration of data and smartphones. In order to achieve faster speed networks, new devices are being designed that need to have better Thermal Interface Materials installed in it. With the digital revolution, there is a surge in the preference for a digital and cashless economy, this in turn leads to increased use of Thermal Interface Materials. Industrial machinery TIMs are also used in power electronics machinery that finds application in various industries. The cost of these devices is very high, and they also produce a larger amount of heat during its operation. Therefore they must be protected from the heat that may cause damage to this machinery. For this purpose, better quality and improved Thermal Interface Materials must be used in them. Medical devices In the complex electronic systems used in medical devices, an effective Thermal Interface Materials should be used. They mainly consist of a liquid cooling system. As the increased heat dissipated may hamper the performance and efficacy of the devices. TIMs reduces the thermal barrier in the microprocessor and the type of Thermal Interface Materials used to determine the longevity and reliability of the devices. Computer Thermal Interface Materials are used as a heat sink in computers and laptops to cool CPUs, chipsets, graphic cards, LED, and RAM modules. In order to protect the devices from damaging effects of the heat. In these devices, thermal adhesive or thermal grease is mostly used as TIMs. The affordable price of desktops has increased their demand and thus it is expected that the use of Thermal Interface Materials will also increase in the manufacturing of such devices. Automotive electronics Thermal Interface Materials are used in the electronic control unit in the automotive. The protection of the component from thermal degradation is important as it may cause complete failure if the system. Furthermore, technical advancements in TIMs are made that are expected to provide better thermal management solutions in automotive electronics. Trends Even after the outbreak of COVID-19, the consumer behavior pattern for electronic devices like smartphones, tablets, and video games has not decreased. Rather, it is observed that the use of such devices has increased among consumers in recent times amid the crisis. Moreover, this pandemic has also resulted in an increasing trend of work from home, this in turn surged the use of computers and laptops. Apart from it, many countries are focusing on the adoption of more pharmaceutical and medical machinery in the healthcare sector, which will improve the medical facilities, and this ultimately boosts the application of thermal interface material. To sum up The thermal interface material market has been witnessing rapid growth due to the rise in the use of computers and laptops in office as well as in homes. The increasing reliance of the consumers on electronic items such as smartphones, tablets, computers, and laptops has resulted in an increase in the demand for thermal interface materials. The emerging affluence of the middle-class population and the increase in disposable income is another reason that will drive the growth of the market in the coming years. The advancement in technologies has also introduced a new array of such material and made it available in the market, and it is likely to boost their demand in the foreseeable period of time. The establishment of the electronics industry, automobile industries, and the adoption of more pharmaceutical and medical machinery in the healthcare sector in developing countries has resulted in the more application of TIMs.  At the point when the automotive sector requests a material that is strong and dependable, at that point progressed ceramics materials are fused into automotive designs. There are various advantageous properties of ceramics materials, for example, thermal and electrical properties which permit them to be used in different kinds of sensors, mechanical seals, ceramics bearings, and valves.
At the point when outrageous conditions, for example, high-temperature situations need exceptionally tough materials, progressed earthenware production building innovation gives all the necessary components for the best of the motor and broadened life expectancy of components. What is Automotive Ceramics? Automotive ceramics can be referred to as specialized ceramic materials that are used to create different automotive parts. Automotive ceramics produce different components, for example, different kinds of sensors, spark plug insulators, and catalytic converter supports. Ceramics materials are more cost-proficient contrasted with other metal. Moreover, ceramics are likewise stronger than plastic and its uses and applications can be found all through the industry of automotive. This is due to the fact that ongoing improvements in vehicle manufacturing need an elevated level of complexity in automotive segments. Additionally, ceramics sensors are used in the assembling of cutting edge monitoring frameworks. For example, a tire pressure monitoring framework that utilizes ceramics sensors cautions the driver if there is any loss of tire pressure or in the event that one of the tires is inadequately pressurized. How Ceramics Becoming boon for Automotive Industry 1. Innovative and Lightweight Ceramics parts are light in weight and durable to the greatest level. They create a new perspective for designers and engineers in lightweight development, design, and protection applications. For example, Metal Matrix Composites (MMC) with ceramics components is used in a lightweight design to reduce weight, fuel utilization, and emissions. Ceramics materials can be applied at specific places to fortify light metals to bear a significant level of tribological, mechanical, and thermal loads, for instance in cylinder sleeves, pistons, brakes, or bearings. One of the types of transparent progressed ceramic is Perlucor which makes new applications and potential possibilities of innovative design. It is utilized in insides of the vehicle as a high-grade material for different decorative segments and inlays. Perlucor laminates provide clear visibility in security glass panels and lighting elements in an extreme situation (for example sand abrasion on panes and headlights). Thermal and chemical resistance, high visibility, hardness, durability, and weight savings of around 30 % when compared to conventional security and safety glass make Perlucor ideal for ballistic protection. 2. Provide Durability Components that are used in the engine, exhaust gas framework, drive, and powertrains are exposed to the greatest measure of stress and various impacts. This all happens in light of the fact that these components open themselves to extreme pressure and temperature, splash water, and shocks. These are the ideal conditions for ceramics since ceramics are exceptionally light in weight, amazingly resistant to heat, wear, and corrosion. Also, they are electrically and thermally insulating. Due to their extraordinary dependability, these components work in core capacities where customary materials fail. As far as the engine is concerned, heat-resistant ceramic parts, for example, seal rings, bearings, plates, cam discs, seals, valve components, support shell in crankcases, components for fuel and water pumps, and exhaust control valves- make sure about the high level of efficiency, reliable operation, less friction and wear, and reduces exhaust gas and noise emissions. 3. Reliable and Improved functions Automotive engineering is continually developing. E-mobility and the complex organization of automobile frameworks call for coordinated electronic solutions. Airbags must have the option to work productively and reliably as other electronically controlled hydraulic or mechanical components in vehicles. In any event, when exposed to extreme conditions, for example, extreme thermal and electrical burdens or pushed to driving limits, progressed ceramics satisfy their tasks with the most significant level of effectiveness and reliability. Ceramics sensors have significant measurement and control functions in every field of vehicle engineering. They act as sensors for controls of electronics and give the data about the vehicle's engine activity, position, and change in course. Ceramics actuators are of supreme need in injection frameworks. Enhanced light, a more elevated level of safety – halogen, xenon or LED light frameworks fused with ceramics components altogether upgrade the light. Upgraded thermal management is guaranteed by cutting edge ceramics. In addition, progressed ceramics can remain unaffected by extraordinary loads. Overview: Due to the huge advantages and capacity to meet the current and future difficulties in the automotive sector, ceramics will continue to develop and grow in demand in the next few years. Because of their remarkable and valuable properties, advanced ceramics are among the most proficient materials of the present day. The developing demand for cutting edge electronic applications in the automotive industry is probably going to support the advancement of ceramics during the ongoing years. They are vital for improving performance, security, reliability, and ecological compatibility in different scopes of everyday applications. Progressed ceramics materials make imaginative solutions conceivable today.  Here’s why Antibacterial Glass is making a wave in the Industry. All that we must know about Antibacterial Glass. Due to increasing among people about maintaining hygiene to prevent infectious diseases. Antibacterial Glass finds its application in various sectors such as healthcare, military, food and beverage, and others for providing an architectural solution to maintain hygiene. Due to an increase in disposable income, antibacterial glass is used household to decrease the growth of bacteria and fungi in damp places like bathrooms, washrooms, and kitchen. To avoid the risk of getting contracting with hospital-acquired infection in hospitalized patients, antimicrobial glasses are widely used in the infrastructure of hospitals.
Meaning of Antibacterial Glass? Antibacterial glass is a thin reflective surface that have bactericidal and fungicidal properties. They are able to destroy and bacteria, fungi, and other microorganisms. Glass is coated with substances having antibacterial properties. These coated substances have the ability to prevent the growth and propagation of bacteria on the surface. It increases hygiene in both industrial and domestic use. Antibacterial Glass has brought an innovation in the glass design industries. It is believed that about 99.9% of the bacteria are destroyed by this glass along with this it also prevents the spread of fungi on the surface. Due to this incredible property, antibacterial glass is used at the places where strict hygiene is mandatory. Materials used in the manufacturing of Antibacterial Glass The main elements that are used in the manufacturing of antibacterial glass include silver, copper, zinc, etc. They are coated to make the glass antibacterial in nature. Silver Silver is mainly used to manufacture antibacterial glass. It has a better ability to impede chemical bonds present in the cell wall of bacteria that imparts improved antibacterial properties. Several forms of silver such as silver zeolite, silver nanoparticles, and silver salts can be used for microbial inhibition. On the glass substrate, a thin coating of silver is done. Sometimes titanium oxide is also used in combination with silver as a coating material. Other Active Ingredients Metals like zinc and copper are also able to prevent bacterial and fungal growth. Occasionally a combination of copper and zinc is used for coating the surface of the glass. These metal ions are produced in the upper layer of the glass which interact with growing bacteria, interfere with their metabolism and division resulting in their disruption. Benefits of using Antibacterial Glass As compared with traditional glasses, there are many advantages of using antibacterial glass. It is easier to maintain, is more hygienic, has high sterilization, as well as they have self-cleaning properties under ultraviolet (UV) light. Antibacterial glass is able to kill about 99.9% of bacteria and it also prevents the fungal growth therefore use of antibacterial glasses prevents the spread of infection of many diseases. Uses of Antibacterial Glass in various sectors Due to the need to provide a hygienic architectural solution in various sectors such as healthcare, food, and beverage, military, etc. antimicrobial glasses are nowadays widely used. Food & Beverages The demand for antibacterial glass is increasing in the food and beverage industries. It is considered that preventing the growth and spread of microbial germs is a better option than choosing any other alternatives. Food and beverage companies are more focused on consumer safety. To prevent the contamination of the products, these companies are using antibacterial glass. Hospitals As healthcare providers always try to provide the best possible hygienic environment to their patients in the hospitals. In hospitals, antibacterial glass is used for making doors, windows, in geriatric oncology, maternity ward, infirmaries, and burn unit where there is a higher risk of getting contaminated by bacteria or fungi. According to WHO, more than 10% of patients in developing and around 7% in developed countries who are hospitalized acquire the infection during treatment. Therefore it is mandatory to ensure a higher level of sanitization and hygiene in hospitals to effectively prevent such infections. Residential There is an increasing demand for the use of antibacterial glasses in households, in order to prevent bacterial and fungal diseases. Damp places in the homes such as bathrooms and washrooms etc. are more susceptible to to the growth of bacteria. The standard living of urban population is increasing along with the increase disposable income, therefore demand for antibacterial glass rising in homecare appliances. Other Applications The use of antimicrobial products in consumer electronics like tablets, phones, and phablets will encourage the adoption of antibacterial glass on the screens. Antibacterial glass is used in the manufacturing of screens of smartphones, tablets, and laptops as bacteria and other microorganisms may reside on the screens of mobile. Trends in adoption Antibacterial GlassIncreasing healthcare-associated infections (HAIs) Those who are involved in manufacturing healthcare furnishings are aiming to develop new products that have antimicrobial properties in order to protect materials from degradation and to reduce the chances of degradation product surfaces due to microbial burden. It is predicted that antibacterial glass will help in reducing the risk of healthcare-associated infections (HAIs) Impact of COVID-19 The outbreak of COVID-19 has revealed that several developing as well as developed economies are not able well-equipped that could prevent the spread of the disease. COVID-19 is caused by a coronavirus and is highly infectious which affects the respiratory system. Most of the countries are lacking proper healthcare infrastructure to fight this disease. In the future to fight with similar kinds of diseases, it is expected that the government of many countries will spend more money to increase their healthcare facilities. And this will increase the demand for infrastructure products including antibacterial glass. The bottom line The Antibacterial Glass Market has been witnessing rapid growth as awareness is increasing about the infectious diseases among the people. Smart and intelligent architectural ideas can be a crucial factor that will ensure consumer health and safety and will fulfill the new hygiene measures. Especially places like public laboratories, restaurants, offices, railway stations, etc. need to be reconsidered. As healthcare-associated infections (HAIs) is also increasing, therefore to reduce microbial burden and infection caused by them, healthcare sectors are adopting antibacterial glasses, and therefore it is expected to drive the market. Along with this, increasing healthcare spending and better personal and private hygiene practices among the population are the factors that will have a positive impact on the growth of the market.  Technological advancements are a significant growth factor for the global physical vapor deposition (PVD) industry. The increasing need for highly sophisticated surface-related properties such as super-plasticity, magnetic, optical, electronic and catalytic properties, advanced mono-structured coatings also contributes to the growth of this market. The rising performance and environmental benefits provided by these coatings are combined with the fast-growing manufacturing sector in developing markets.
What is physical vapor deposition? Vapor deposition is a technique used in the manufacture of thin films and coatings. It is characterized by a cycle in which the substance moves from the condensed phase to the vapor phase and back to the condensed phase of the thin film. Several products like microelectronics, storage devices, cutting tools, medical equipment, solar panels, etc. are coated with thin protective film in the coating procedure. There are two kinds of physical vapor deposition- evaporation and sputtering. Materials that get vaporized through high temperatures, such as refractory oxide compounds and refractory metals, also need a higher temperature of the targeted electron beam source (E-B). Nearly any substance that can be evaporated by RH may be evaporated by E-B. However, the power (high voltage) of fluoride compounds must be reduced to avoid dissociation. Metals like aluminum, gold, and copper have lower evaporation temperatures as compared to dielectric and RH, which is used more commonly. Thermal evaporation uses heating of a material to create a vapor that condenses the coating over a substrate. The heating process can be carried out by various methods, such as electrical resistance, hot filament, electron or laser beam, and electrical arc. Sputtering requires electrical plasma generation between the coating species and the substrate. Ion plating is simply a variation of thermal evaporation and sputtering. Various use cases that have made the physical vapor deposition technology prevalent: PVD aluminum metalized finish in automotive applications The accelerated demand for microelectronics in various applications, such as the automotive industry, plays a major role in driving market growth. PVD Aluminum Metallic Finish refers to the process of evaporation of aluminum coating to a non-metallic substrate. The layer must be vacuum-compatible. Tool materials, brass, glass, steel, zinc and ABS and polycarbonate plastic are most common. PVD aluminum coating is a good alternative for applications that require very thin functional coatings. The PVD coating process deposits a layer of high-density material and that is only a few microns thick. When applied, it is hardly possible to remove the coating and do not wear it. This provides the aesthetic look of metal parts thereby lowering costs. It’s safer than any other process. Vacuum metalizing does not require the mixing of hazardous chemicals. The purest method reduces the risks of chemicals that cause human problems. Functional PVD coatings improve medical device performance and life Whilst the medical device sector keeps growing rapidly, manufacturers are more prone to facing a variety of challenges if they are to distinguish products in a highly competitive market. With this in consideration, greater emphasis is placed on functional coatings applied to stainless steel, titanium and other necessary medical equipment, ranging from implants to scalpels, needle drivers, bone saws, as well as reamers. When manufacturers first started coating tools, their primary objective was to improve instrument appearance and to enhance identification during surgery. Titanium nitride, with its easily identifiable color of gold, rapidly became the coating of choice for this purpose. Nevertheless, OEMs are now striving to move beyond aesthetics by adding titanium nitride and other revolutionary physical vapor deposition (PVD) coatings to enhance wear resistance, minimize galling between sliding parts, increase lubricity as well as help to retain sharp edges on cutting instruments. Aerospace industry turns to PVD coatings to replace hard chrome A key supply chain focus for aircraft manufacturers has been the need for a suitable substitute for hard chrome in aerospace components. This may be attributable to observed health risks to staff and the environmental impact of exposure to hexavalent chromium. It is a carcinogen that emerges during the chromium plating process and is the most toxic type of chromium. As a result, chromium is a highly regulated chemical in major sectors of the world. PVD defines a variety of methods of vacuum deposition that can be used to manufacture thin coatings. PVD is usually used to paint components at a relatively low coating temperature of 160-500°C (212-932°F). Such temperatures are suitable because they are below the temperature of the steels, which helps to prevent alteration of the fundamental properties of the material. Among many of the PVD options, several carbon-based coatings will provide a rare combination of extreme surface durability, low friction, and anti-corrosion properties. For example, BALINIT C from Oerlikon Balzers, a manufacturer of coatings, has drawn the attention of some of the world's leading aerospace manufacturers, including Airbus. To conclude The physical vapor deposition market is driven primarily by increasing demand for reliable and durable coatings in medical equipment, especially from developing economies. As a result, the application category of medical devices is projected to have a strong growth potential over the estimated time period. Free Valuable Insights: Global Physical Vapor Deposition Market to reach a market size of USD 25.5 billion by 2025 Other applications for PVD may include aluminum tracks, ceramic resistors for electronic circuitry, optic coatings, plastic coatings as well as coatings to avoid wear on machines and press tools. Thin-film applications are comprehensive and can also be used where anti-corrosive, anti-fogging, stain-repellent, non-stick, electrically insulated, low friction and wear-resistant properties are needed. PVD materials are wonderful elements that reflect people's daily lives in many ways. The process will continue to play a key role in how and why products are developed. With a nearly infinite variety of unique properties, it is always possible to imagine a whole new world of applications. |
KBV ResearchKBV Research blog offers latest business news, trends, industry analysis and future predictions updated across multiple domains round the globe. Archives
September 2023
Categories
All
|
 RSS Feed
RSS Feed
